Un tubo galvanizado en caliente
| Una tubería de acero galvanizado en caliente Youfa debe pasar por 36 procesos y 203 puntos de control de calidad | ||||
| La gente de Youfa siempre se adhiere al principio de la calidad del producto, no es poca cosa, la actitud de tolerancia cero con los problemas de calidad ha sido profunda. Desde la selección de proveedores, la selección de materiales, la producción hasta la inspección de calidad y el empaque, controlamos estrictamente la calidad y hacemos todo lo posible para satisfacer las necesidades de los clientes. | ||||
| Proceso | Elementos de prueba de control | Controlar el efecto de detección | Enlaces de control y prueba | Controlar el contenido de la inspección |
| 1 | Selección de fabricantes | Asegurar la calificación del fabricante de la materia prima y la calidad del producto. | Evaluación del fabricante de materia prima | Evaluación integral de calidad, reputación y otros aspectos de grandes proveedores nacionales conocidos, adquisición de materias primas para lograr una "selección de calidad de materias primas" |
| Selección de la materia prima | La materia prima de la producción de tubería soldada afecta directamente la calidad de la tubería soldada | Comprobación de cicatrices | Evite la "lengua" o "escama", láminas de metal elevadas de forma irregular adheridas en la superficie de la bobina. | |
| Detección de grietas | Evite grietas abiertas en el fondo de la punta en la superficie de la placa de la bobina | |||
| cheque de burbuja | Evite pequeños agujeros en la pared interior lisa de la placa circular con distribución irregular y diferentes tamaños en la superficie o en el interior de la placa de la bobina | |||
| Inspección de la inclusión de escoria superficial | Evite la escoria no metálica en la superficie de la bobina | |||
| comprobación de picaduras | Evite hoyos pequeños de forma irregular y superficies ásperas locales en la superficie de la placa del serpentín | |||
| Cortar para comprobar | Evite las marcas de ranuras rectas y delgadas en la superficie de la placa de la bobina | |||
| Comprobación de arañazos | Evite rayones leves en la superficie de la bobina que sea recta o curva | |||
| Comprobación de sangría | Evite la superficie de la placa de la bobina con diferentes formas, tamaños, abolladuras discontinuas | |||
| Comprobación de rodillos | Para evitar daños en el rodillo de presión, la superficie de la placa periódicamente presenta marcas elevadas o deprimidas | |||
| Comprobación de manchas oxidadas | Evite las manchas amarillas, amarillo verdosas o marrones en la superficie de la bobina. | |||
| Inspección de escala | Evite el área excesiva de la capa de óxido de metal rojo en la superficie de la bobina | |||
| Lo que el viento se llevó | Evite doblar en la dirección longitudinal y horizontal de la bobina | |||
| Las olas para comprobar | Evite la forma de flexión de la longitud total o parte de la bobina a lo largo de la dirección de rodadura de la superficie horizontal distribución ondulante y regular de la protuberancia (pico de onda) y cóncava (valle de onda) | |||
| Comprobación de ranura | Evite el doblado curvo simultáneo de la bobina a lo largo de ambos lados laterales | |||
| Comprobación de espesor | Evite el grosor desigual longitudinal y transversal de la bobina | |||
| Inspección de rebabas | Evite las espuelas voladoras delgadas y afiladas en ambos lados del ancho de la bobina | |||
| cheque plegable | Para evitar arrugas o vueltas que provoquen una flexión pronunciada de la bobina | |||
| El ancho de la prueba. | Evitar el ancho y la uniformidad, no los requisitos de adquisición. | |||
| detección de espesor | Para evitar los requisitos de adquisición de espesor y uniformidad, y para lograr el "estándar de garantía de espesor de pared" | |||
| análisis de componentes | Analice C, Si, Mn, P y S de acuerdo con el estándar y compare los resultados con la lista de materiales entrantes | |||
| prueba mecánica | El ensayo de tracción transversal o longitudinal de la bobina. | |||
| 2 | Carga de materia prima | Coloque la placa de la bobina, asegúrese de que la placa de la bobina, en la jaula antes de la preparación | Inspeccion de Apariencia | Confirme la especificación de la tira de acero, espesor de pared, material, tamaño de medida e, y puesto en producción después de una inspección calificada |
| 3 | Formación de tubos de acero | Nivelación de rodillos Para cambiar la forma de la bobina de rugosa a fina (bobina en un tubo redondo) La materia prima se centra con el rollo | Nivelación de rodillos Inspección de calidad de moldeo | Debido a que la placa de la bobina en el almacenamiento de la jaula parecerá doblarse, a través de los cinco rodillos puede ser relativamente plano Para garantizar la uniformidad y la simetría del ángulo de apertura de la costura de soldadura, el ángulo de apertura se puede ajustar de acuerdo con el diámetro de la tubería. |
| 4 | Soldadura de alta frecuencia | Suelde la bobina en forma de cilindro firmemente | Inspección de calidad de soldadura | Adopte equipos de soldadura de alta frecuencia automáticos de estado sólido altamente eficientes e inteligentes para implementar una soldadura a presión precisa para garantizar la calidad general de soldadura de los productos de tubería de acero. |
| 5 | Cicatriz por raspado de soldadura | Cortar y rectificar la altura restante de la soldadura externa | Inspeccion de Apariencia | Evite el fenómeno de la costura giratoria, la boca libre y la dislocación de la junta de soldadura; no requiere corrugación de la soldadura ni nódulos de soldadura en ambos lados. Si los clientes lo necesitan, podemos implementar la eliminación de rebabas de soldadura interna en línea. |
| 6 | Dimensionamiento de tubos de acero | Ajuste el diámetro exterior y la falta de redondez de la tubería soldada | Inspección del diámetro exterior | Dentro del rango requerido por el cliente |
| NDT (pruebas no destructivas) | Inspeccionar los defectos en la superficie y en el interior de la soldadura que puedan afectar la calidad de la tubería de acero | Ajuste el instrumento antes de probar | prueba en línea por NDT | |
| 7 | Corte con sierra voladora | Ajuste de corte de tubería soldada a tope | Inspección de tuberías | Cuando la tubería de acero se mueve a alta velocidad, la máquina de sierra voladora con la función de seguir el seguimiento puede cortar la tubería de acero en movimiento continuo |
| 8 | Mantener el extremo de la tubería | Lidiando con las rebabas de la boca de la pipa | Inspección de tuberías | Asegúrese de que el extremo de la tubería sea liso y sin rebabas, y asegúrese de que cada tubería de acero pueda lograr el "efecto neto de la tubería recta". |
| 9 | La tubería de acero decapado | Elimine elementos diversos, como las incrustaciones de óxido generadas en la superficie de la tubería de acero | La concentración del ácido | Monitoreo en tiempo real, control estricto de la concentración de ácido y tiempo de decapado y otros parámetros del proceso, eliminación rápida y eficiente de óxido de hierro y otras impurezas en la superficie de la tubería de acero, para garantizar la calidad de la tubería de acero galvanizado en caliente |
| 10 | Galvanizado en caliente | Protección contra el óxido | Equipo de galvanizado en caliente de alta estabilidad y protección del medio ambiente | Cada línea de producción de tubos de acero galvanizado en caliente tiene esos equipos. Monitoreo en línea de la temperatura del líquido de zinc, el tiempo de inmersión del zinc, la presión de soplado interna y externa y otros parámetros importantes del proceso. Garantizar la uniformidad, consistencia y estabilidad de la capa de zinc. |
| 11 | pasivación | Proceso de pasivación | monitoreo en tiempo real del proceso de pasivación | Cada equipo de producción controla estrictamente el monitoreo en tiempo real de los puntos clave de control de calidad del proceso de pasivación para garantizar el efecto de la película de pasivación. |
| 12 | Empaquetado del producto | Embalado de acuerdo con el número especificado de tubos de acero por pieza | Inspección de la cinta de embalaje | El empaque de la tubería de acero es hexagonal. La empacadora automática garantiza que cada tubo de acero esté perfectamente embalado y hermoso |
Procedimientos de fabricación
Cada pieza de tubería de acero se puede rastrear hasta su origen. YF-MES produce un identificador único de por vida para cada producto, que se puede rastrear hasta el fabricante de la materia prima, el equipo de producción, la fecha de producción, el material, el grosor de la pared y el contenido de zinc.
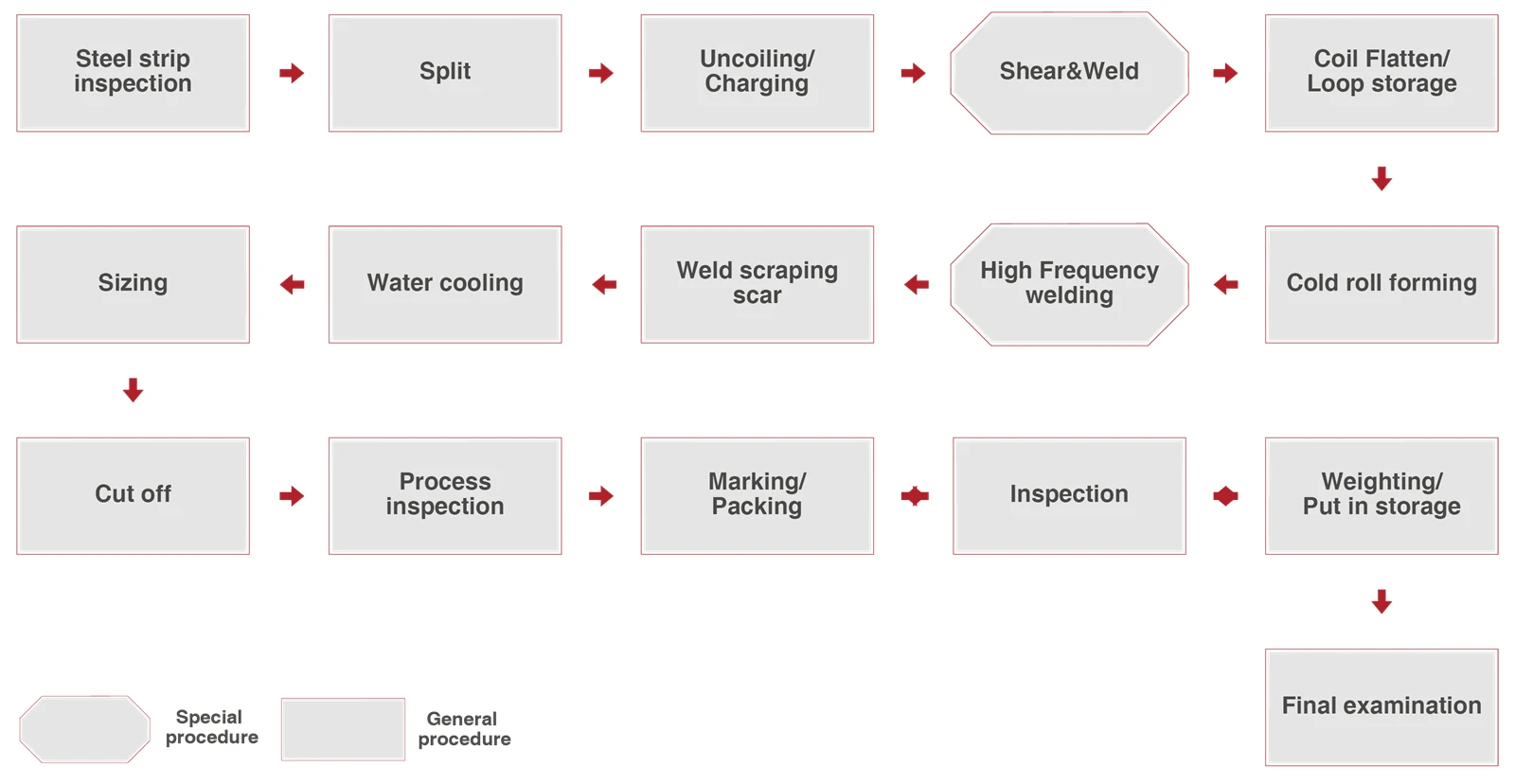
- tubería de acero ERW
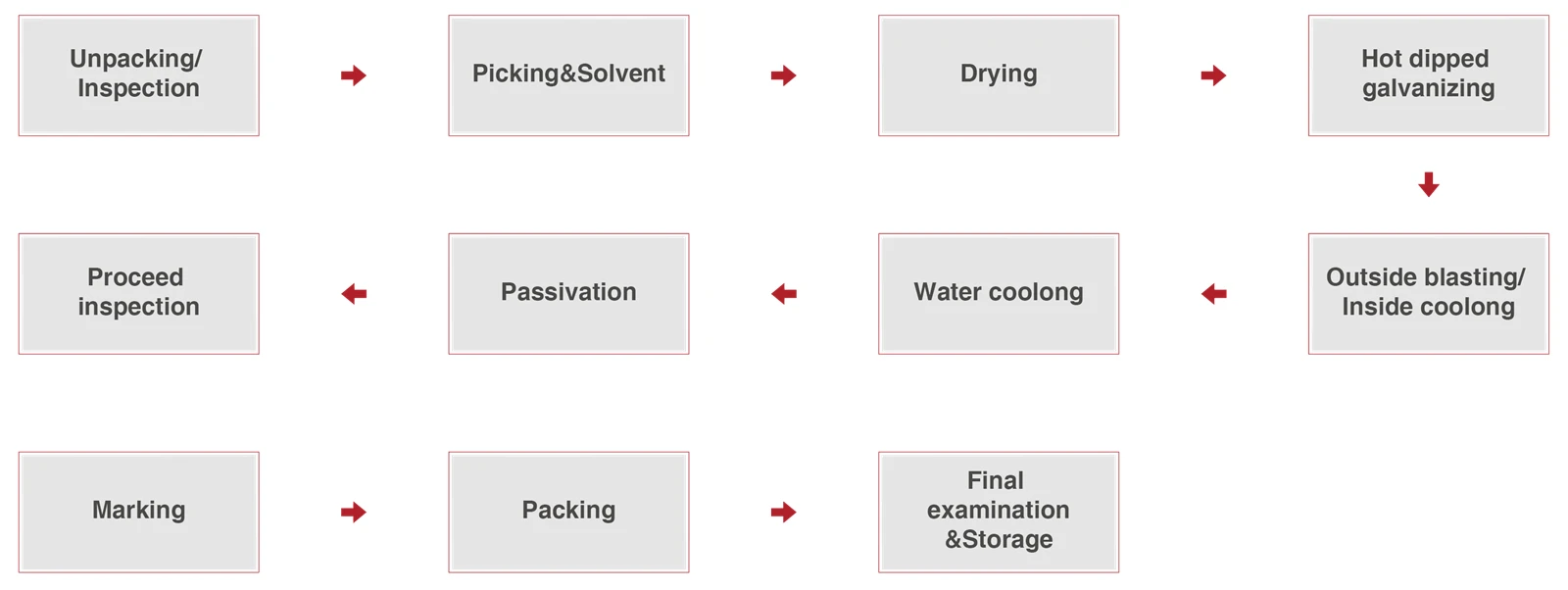
- Tubo galvanizado en caliente
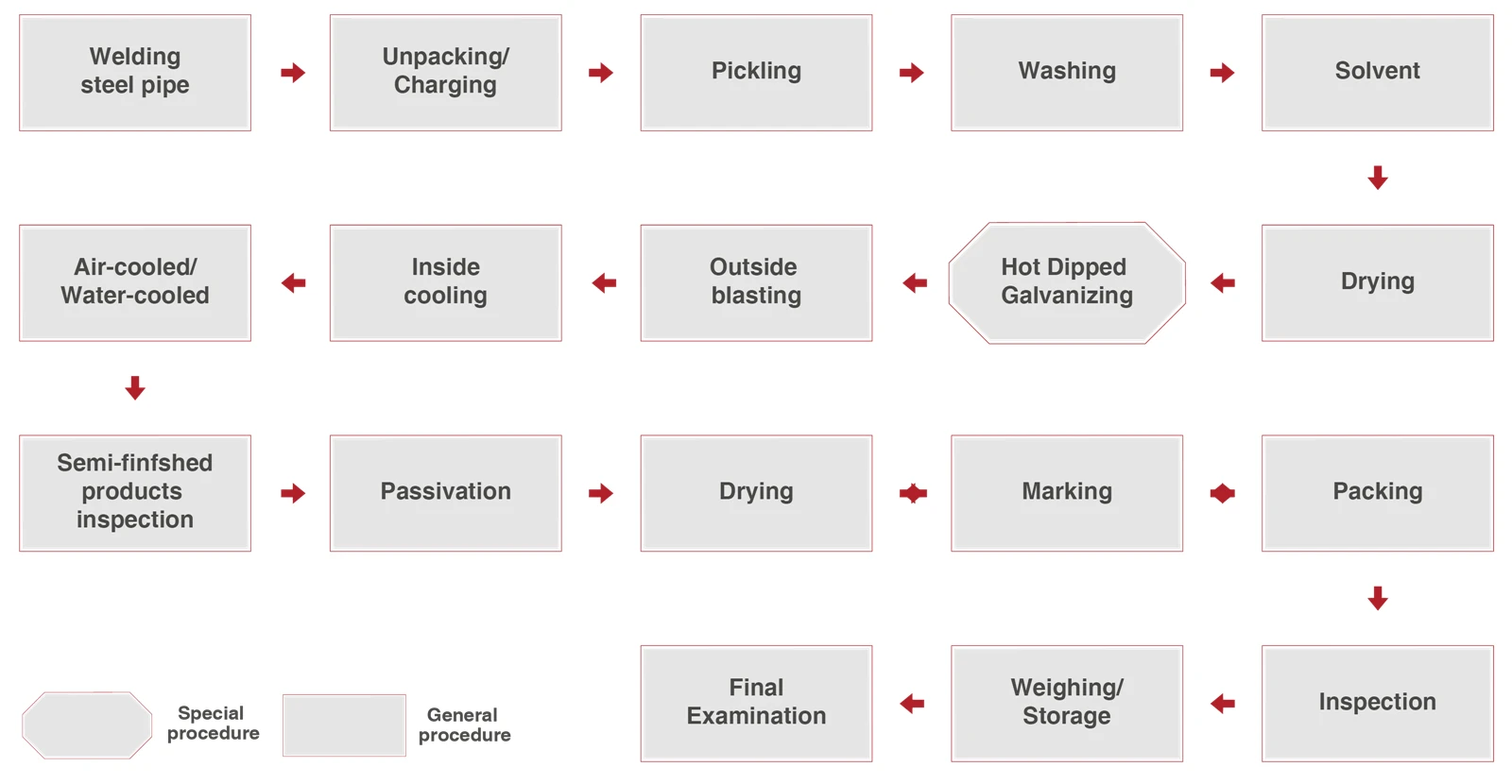
- Tubo cuadrado galvanizado en caliente
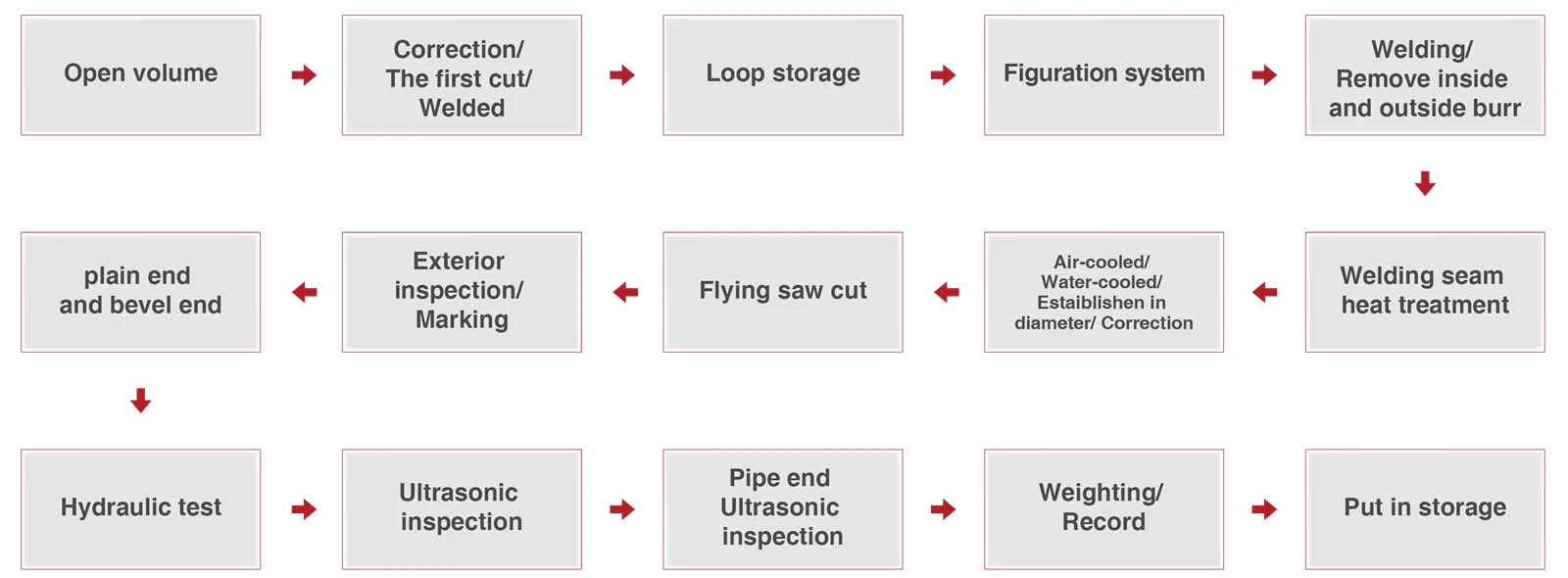
- Tubería de petróleo y gas
- Sistema de andamios Ringlock
- Tubo cuadrado/rectangular
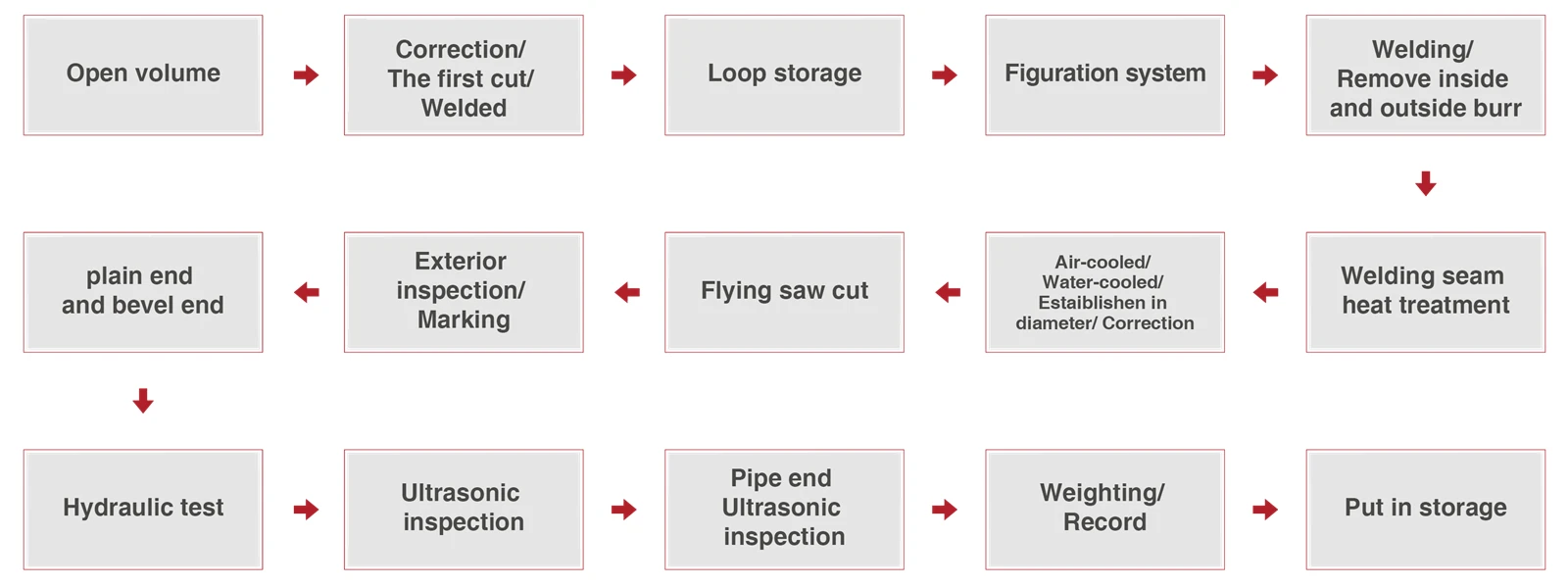
Procedimientos de fabricación de tubería soldada por resistencia eléctrica
Procedimientos de fabricación de tubos de acero galvanizado en caliente
Procedimientos de fabricación de tubos de acero para soldar cuadrados/rectangulares por inmersión en caliente
Procedimientos de fabricación de oleoductos y gasoductos
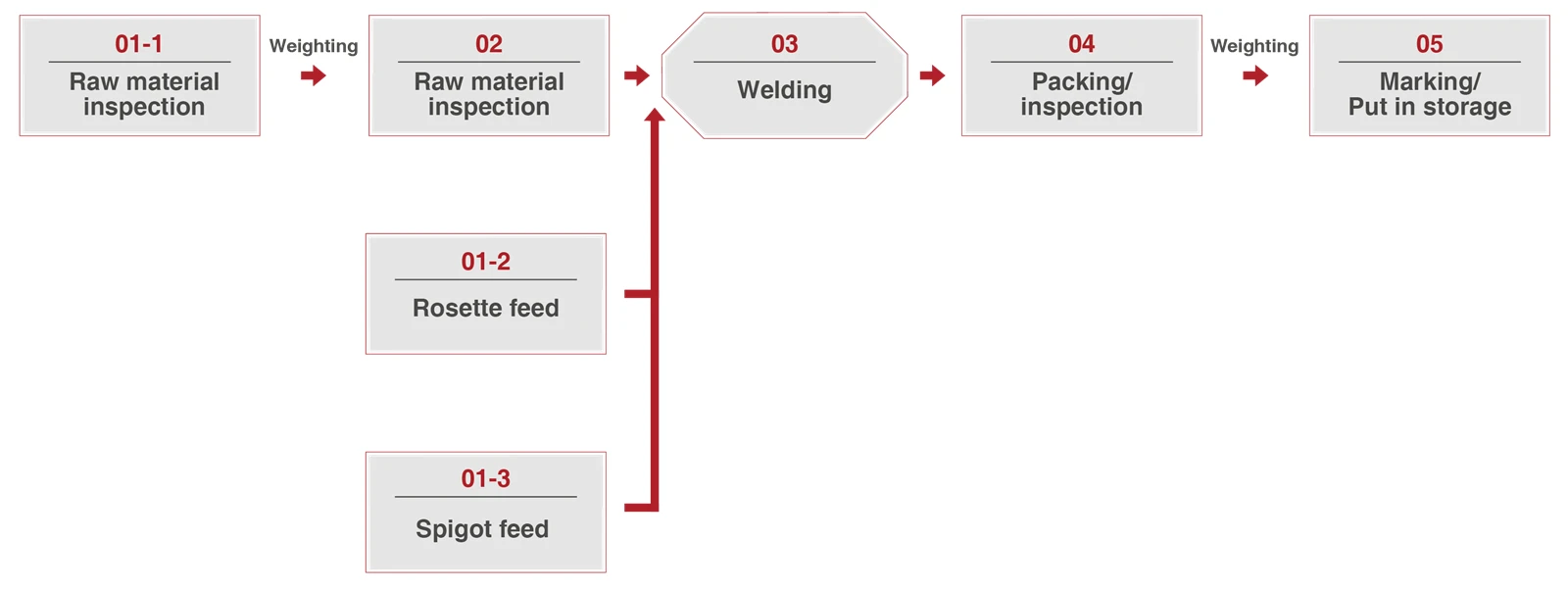
Procedimientos de fabricación del sistema de andamios Ringlock (estándar Ringlock)
Procedimientos de fabricación de tubos de acero para soldar cuadrados/rectangulares